Recycling - nothing new!
a local story of future scientific importance.

"Rags make paper, paper makes money, money makes banks, banks make loans, loans make beggars, beggars make rags."
author unknown
There is a common fallacy that recycling began in the 1960s when the term was first widely used.
1960
In fact paper was recycled much earlier in Japan when there was a shortage of raw material.
1031
Definitions
WASTE : paper which cannot be repurposed, reused or recycled.
BROKE : wet or dry, edge trimmings during paper formation or trimming, paper damaged during a paper break, paper that has failed inspection or returned by customers that cannot be repurposed.




Definitions
WASTE : paper which cannot be repurposed, reused or recycled.
BROKE : wet or dry, edge trimmings during paper formation or trimming, paper damaged during a paper break, paper that has failed inspection or returned by customers that cannot be repurposed.



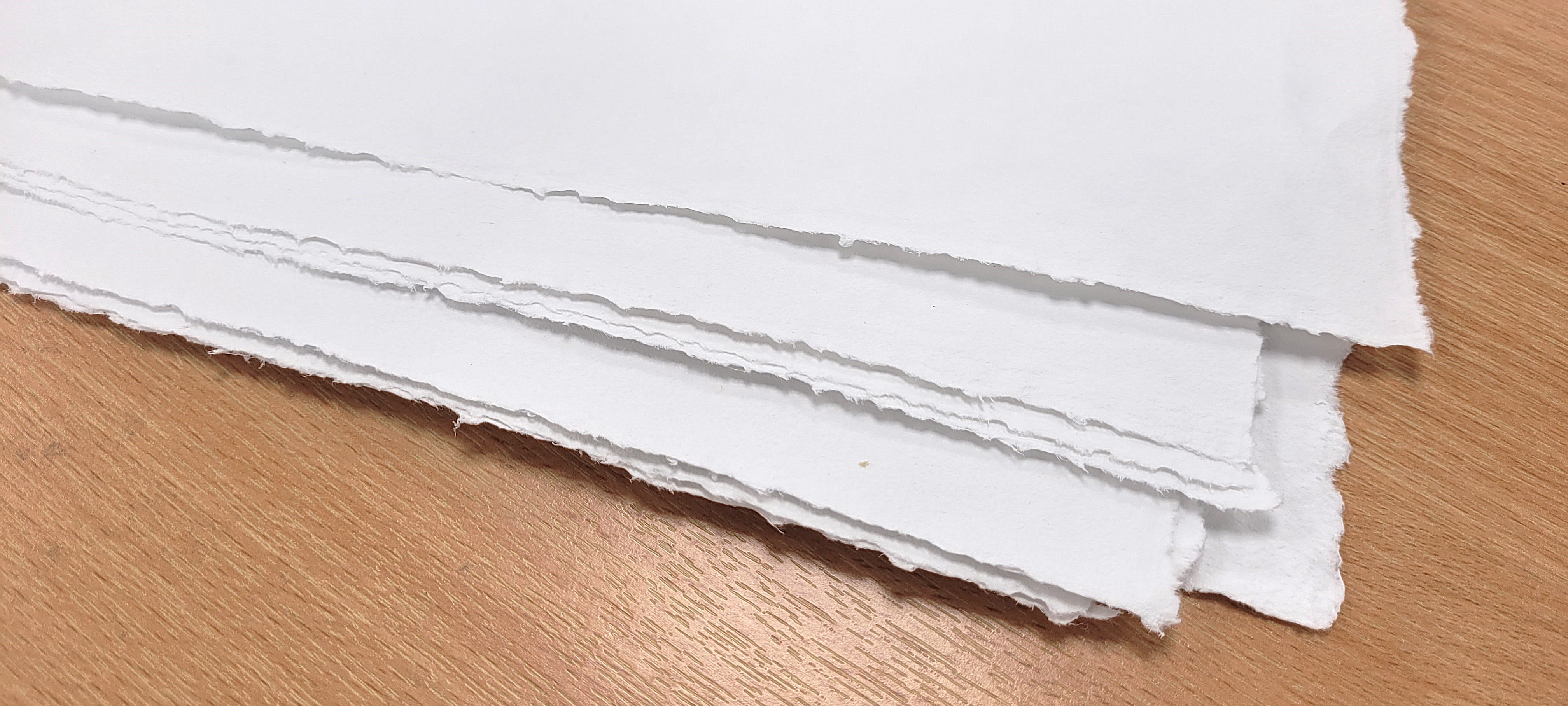
Hand papermaking
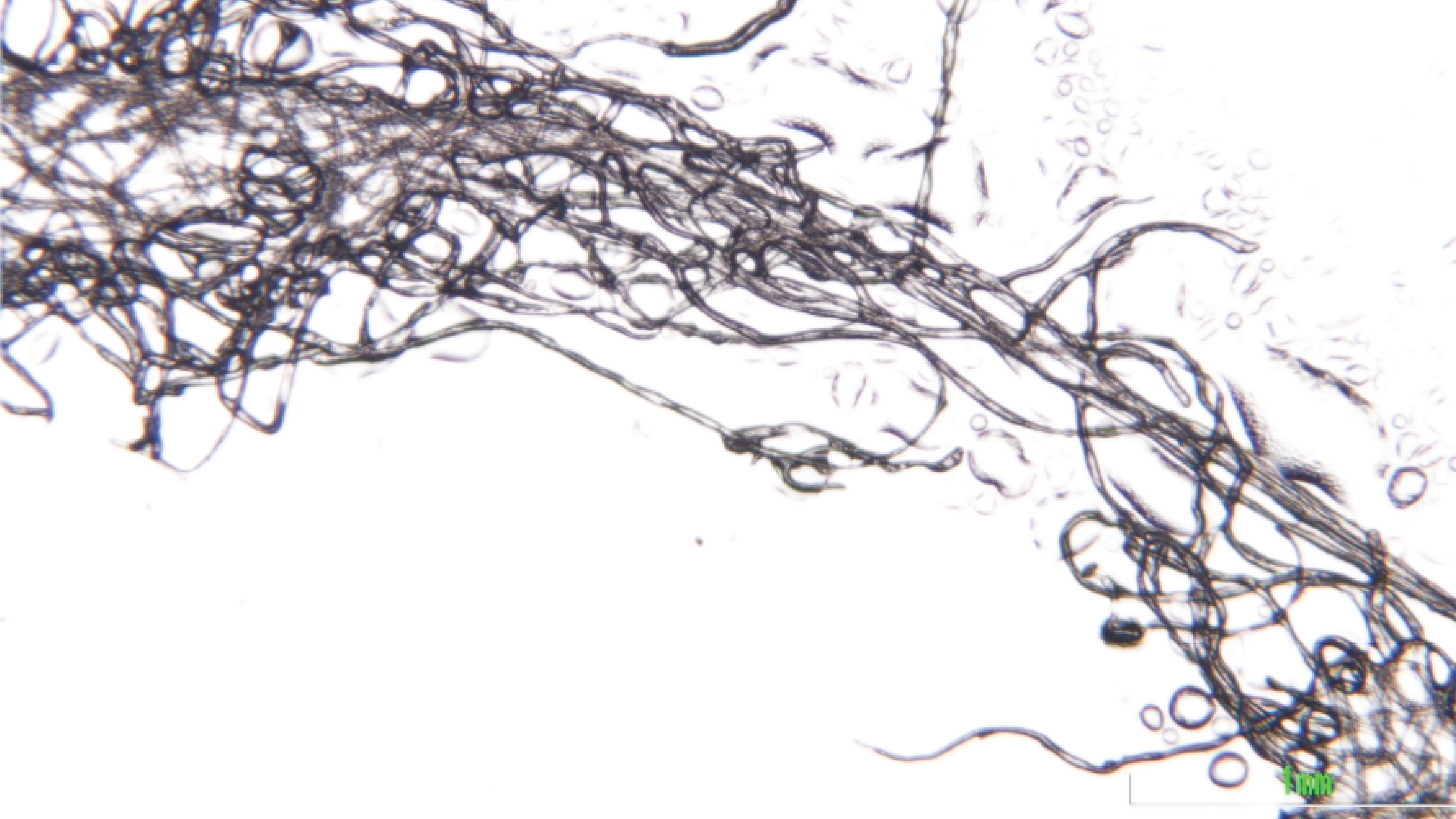
Paper lends itself to recycling. To make a sheet of paper, plant material is soaked and repeatedly beaten in water, so separating into its individual fibres, shortening them and increasing their surface area, ready to create new bonds and so form new sheets of paper.
The content of a hand papermaking vat is typically 99% water to just 1% fibre.

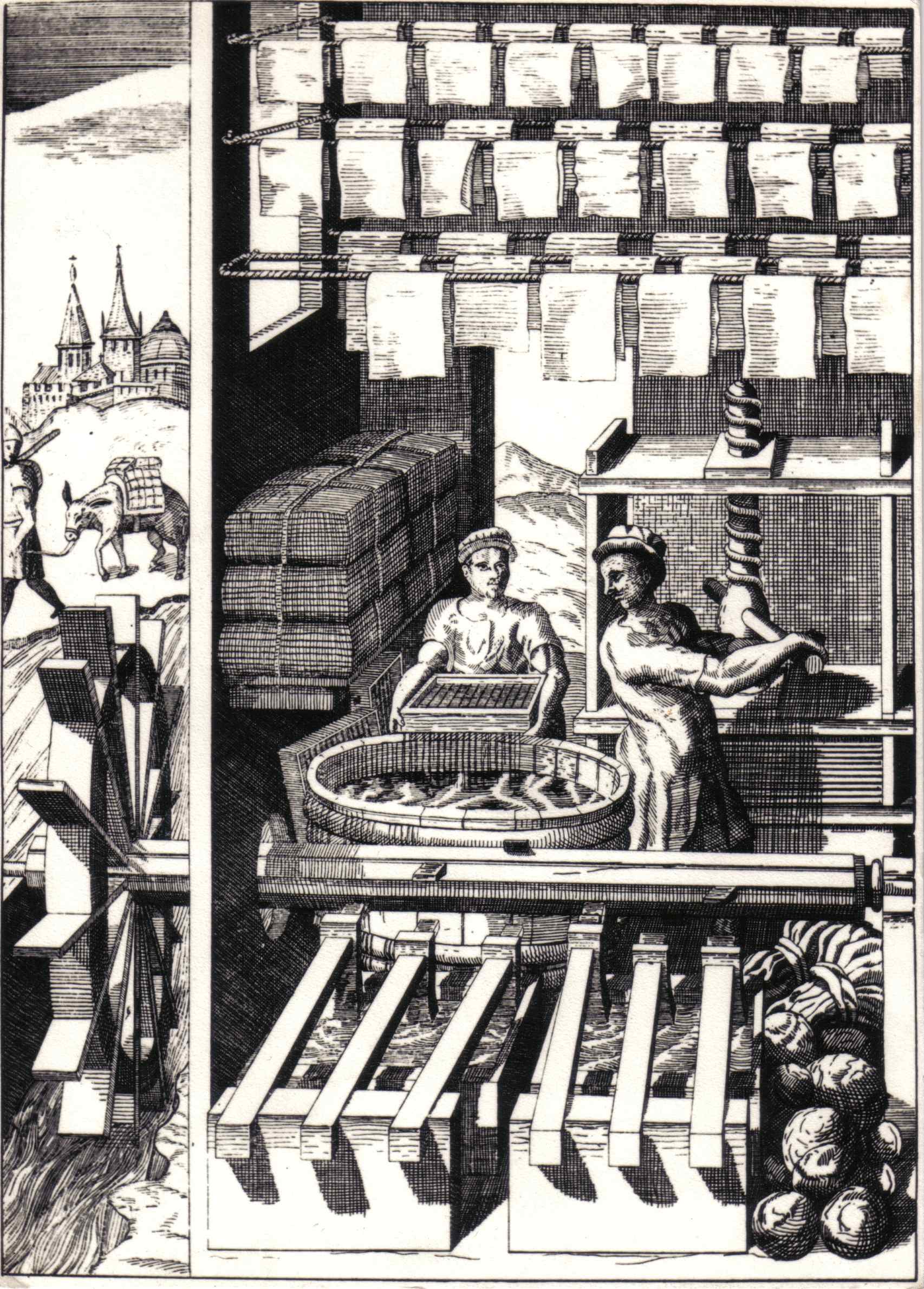
A 16th century vatman forming paper at a large barrel vat.
Put simply, beating increases the fibres ability to bond and therefore improves the paper's strength. Shortening the fibres improves 'formation' , allowing the fibres to spread out, so creating an even sheet sheet of paper.

Close up of a mould from Nash Mill, Hertfordshire under the ownership of Griffiths Jones.
Handmade paper is formed using a phosphor bronze, woven or laid, wire mesh, as seen above. The wires are stitched into a finely constructed wooden frame, known as a mould.


ABOVE and BELOW: Details of a laid mould.


When making paper by hand, the mould is dipped into the vat at angle, then made level. As the mould is raised, the water can pass through the wire mesh, leaving the fibres to form the sheet on the top. A horizontal shake as the mould is lifted clear of the vat, settles the fibres, encouraging fibre bonding and creates a smoother appearance to the surface of the paper.


Above: Couching a sheet of handmade paper at Frogmore Paper Mill
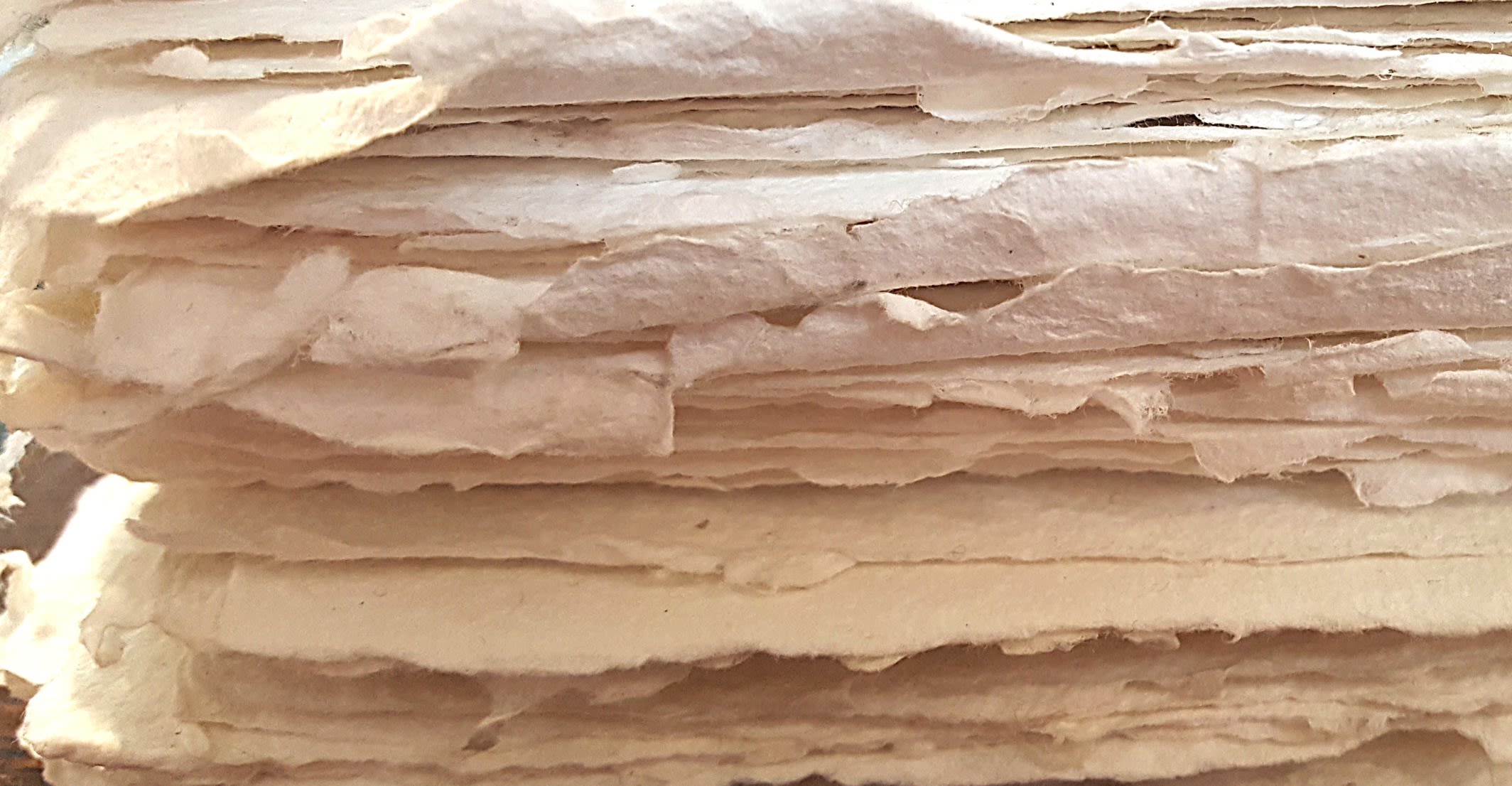
The paper is then transferred to woollen blankets or felts, using a technique known as couching (from the French verb 'coucher', meaning to sleep or to lay). A stack of newly formed paper on felts, known as a post, is then pressed to extract more water and increase fibre bonds.

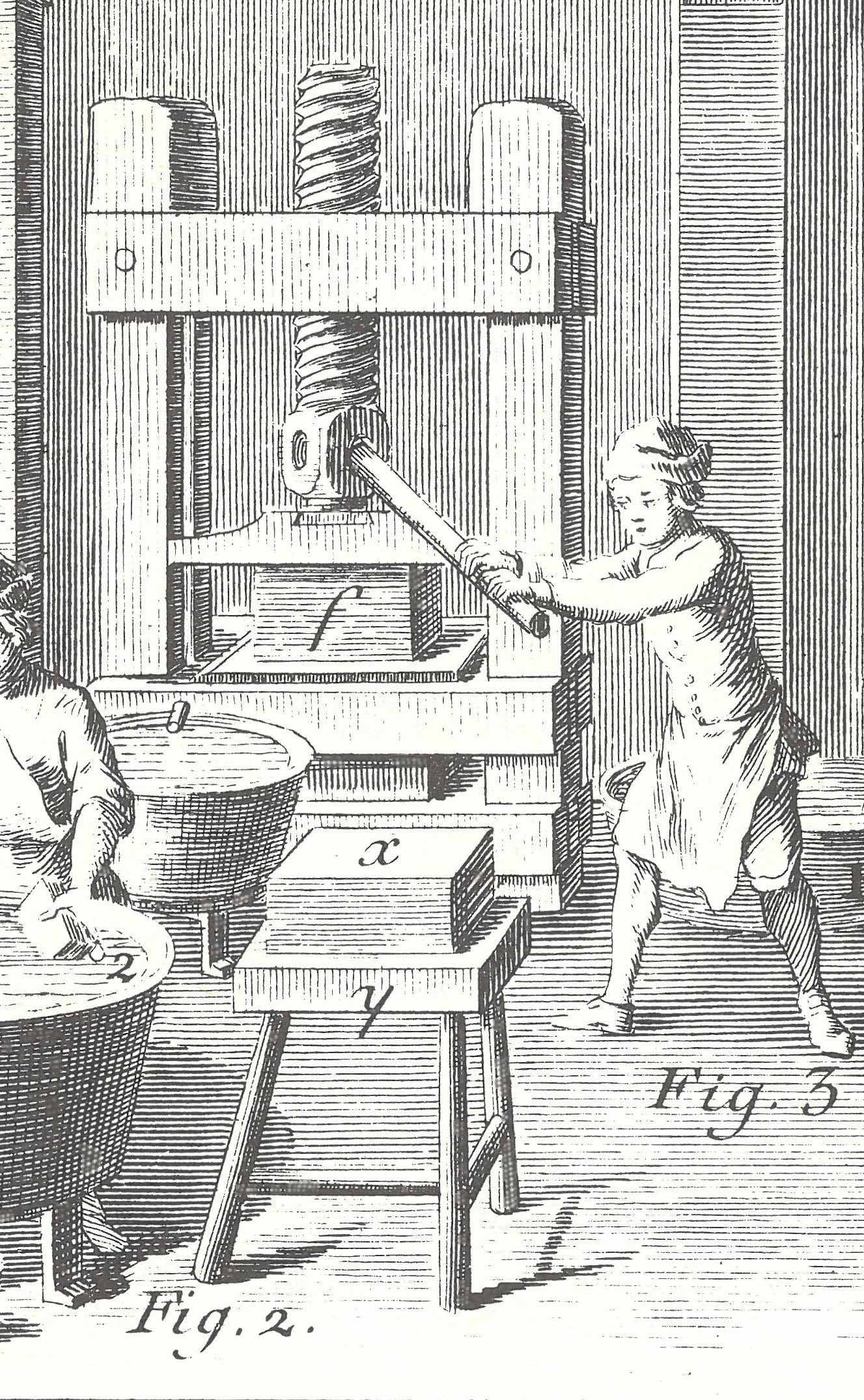
Image from: 'The Encyclopedie, ou Dictionnaire Raisonne des Sciences, des Arts et des Metiers' by Denis Diderot and Jean d'Alembert, detail of plate 366
Finally the paper is hung in a drying loft where it is air dried.

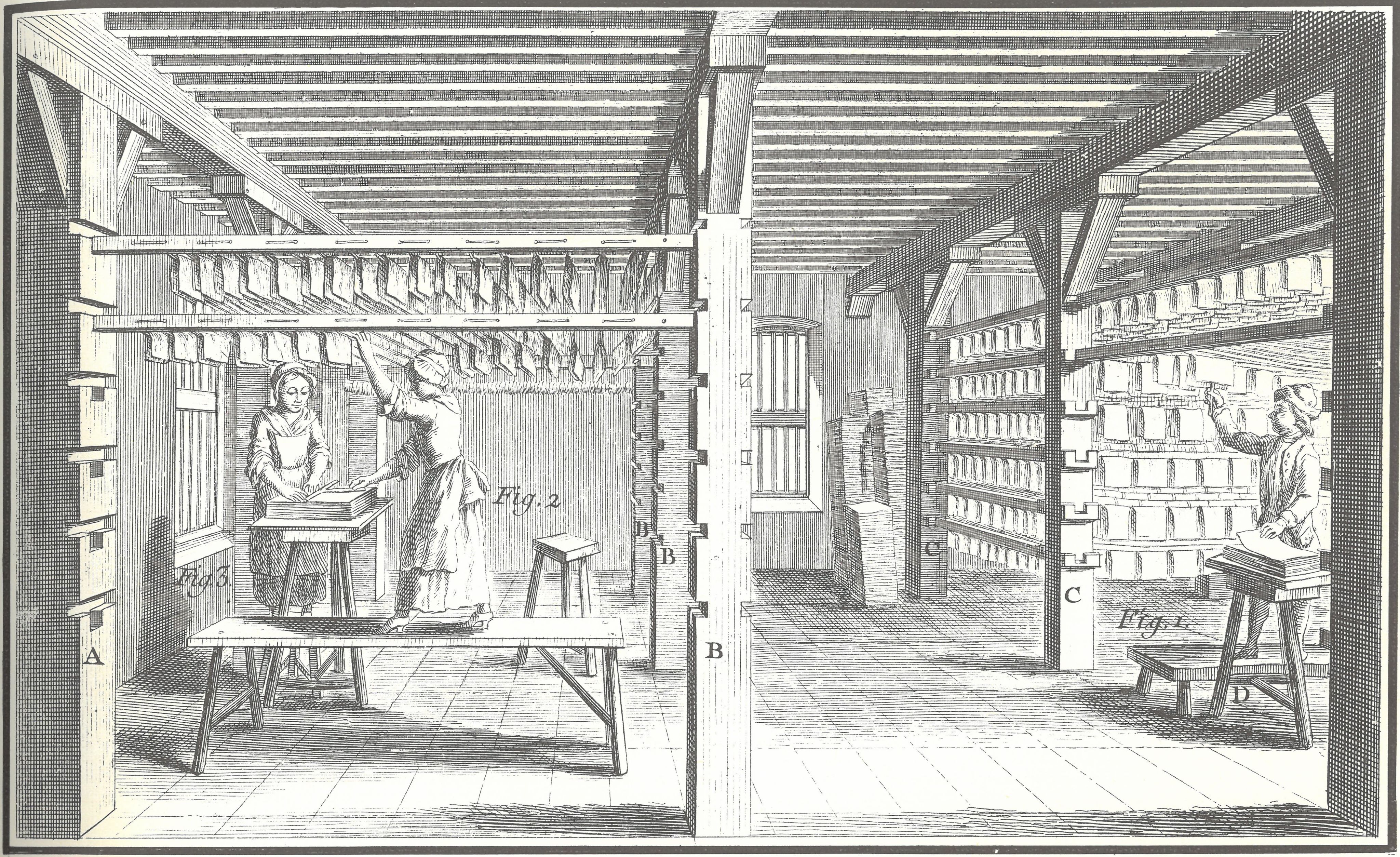
Image from: 'The Encyclopedie, ou Dictionnaire Raisonne des Sciences, des Arts et des Metiers' by Denis Diderot and Jean d'Alembert, detail of plate 367
With this method in mind, paper can be re-soaked, beaten and made into new paper, many times. Eventually the plant fibres degrade in size, pass through the wire and are no longer useful. Childer and Howarth showed fibres could be recycled up to 7 times before becoming useless.
Early Recycling
England
Paper was first made in England at Sele Mill, Hertford around 1488 by John Tate. Handmade paper! There were no paper machines at this time.
Paper production relied on the recycling of old rags, of which there were frequent shortages, even prior to the demands of paper mechanisation. In England in 1666 a decree was passed to save 200,000 tons of rags per year, for use in paper manufacture.
From the English Civil War there are examples of envelopes made from turned covers, old documents and wallpaper!
Until the present century, letter writing was an important method of communication. Creative approaches to paper saving were used, such as crossed letters. A correspondent would write horizontally across a sheet, turn it 90 degrees, then continue their message.
The Impact of Mechanisation
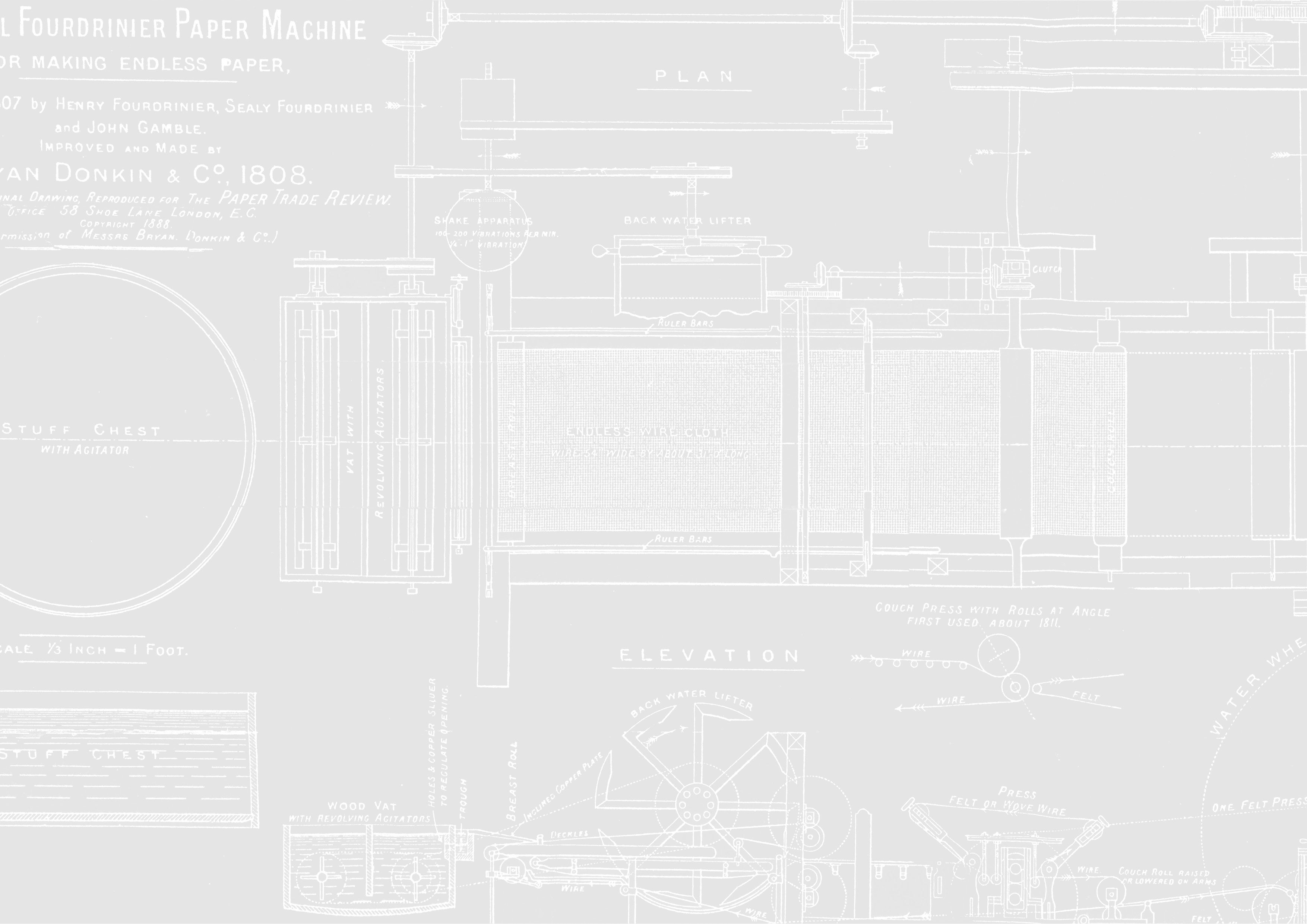
In 1803 the first mechanised paper machine was installed at Frogmore Paper Mill, Apsley, Hertfordshire. This, the Fourdrinier machine, followed the principle of the handmade process using a wire in the form of a conveyor belt. Mechanisation increased production speed and reduced the price of paper, but in doing so also increased demand. In turn, this increased demand for raw materials.

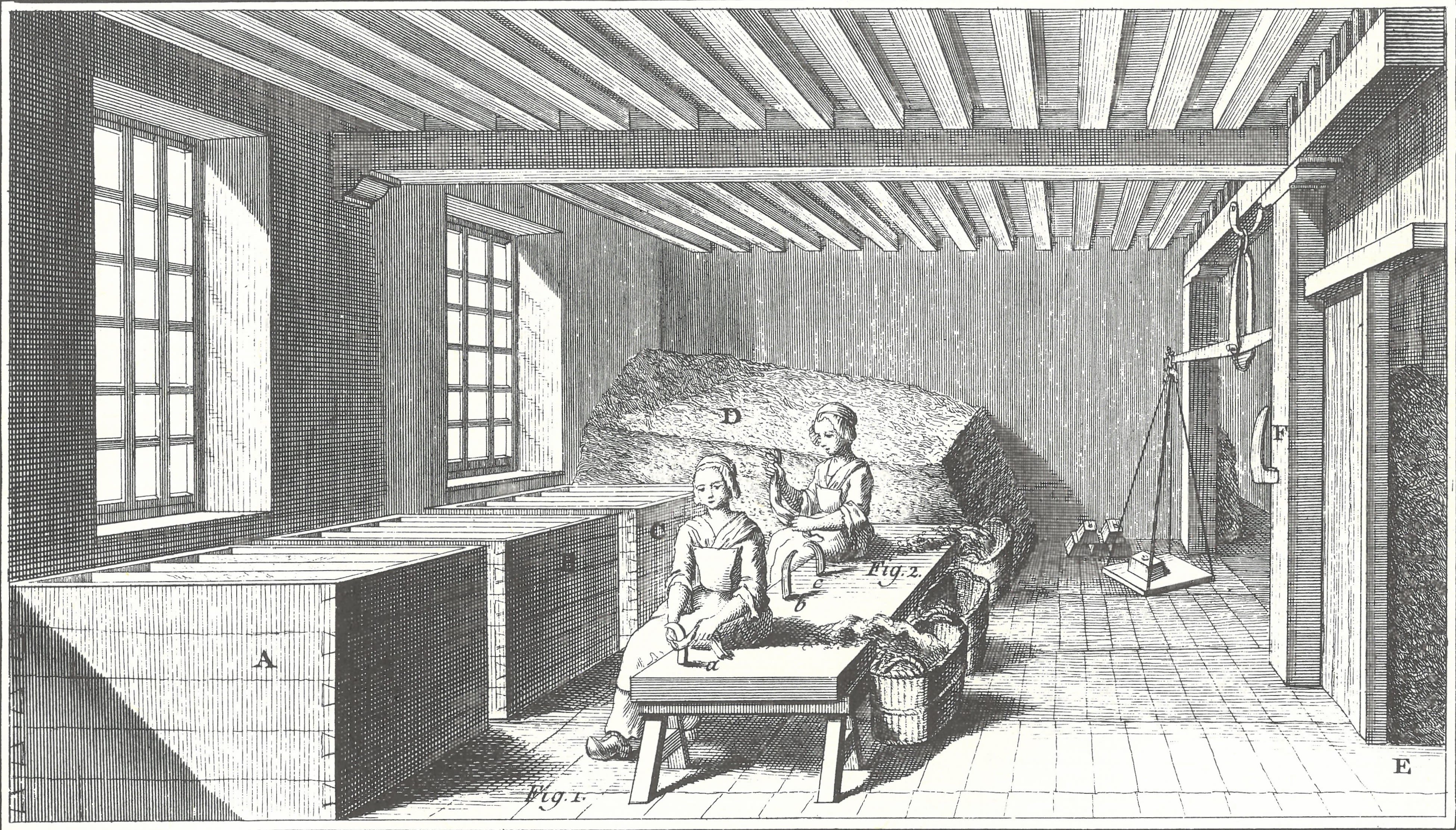
Removal of buttons.
Removal of buttons.

Rags are cut into strips using a scythe blade.
Rags are cut into strips using a scythe blade.


Rag House
Rag House
Early Recycling
England
Paper was first made in England at Sele Mill, Hertford around 1488 by John Tate. Handmade paper! There were no paper machines at this time.
Paper production relied on the recycling of old rags, of which there were frequent shortages, even prior to the demands of paper mechanisation. In England in 1666 a decree was passed to save 200,000 tons of rags per year, for use in paper manufacture.
From the English Civil War there are examples of envelopes made from turned covers, old documents and wallpaper!
Until the present century, letter writing was an important method of communication. Creative approaches to paper saving were used, such as crossed letters. A correspondent would write horizontally across a sheet, turn it 90 degrees, then continue their message.
The Impact of Mechanisation
In 1803 the first mechanised paper machine was installed at Frogmore Paper Mill, Apsley, Hertfordshire. This, the Fourdrinier machine, followed the principle of the handmade process using a wire in the form of a conveyor belt. Mechanisation increased production speed and reduced the price of paper, but in doing so also increased demand. In turn, this increased demand for raw materials.
Removal of buttons
Removal of buttons
Rags are cut into strips using a scythe blade.
Rags are cut into strips using a scythe blade.


Rag house
Rag house
In a Fourdrinier paper machine, the wire acts as a conveyor belt and sieve, moving the forming sheet forwards as the water drains. As with the hand mould the machine wire was originally of phosphor bronze.
A vacuum beneath the wire, assists with the removal of water, while above the wire on either side, are water jets which trim the paper.
The granite press roll assists water removal as the paper moves from the wire to the machine felts. Before the roll the paper contains 80% water but is sufficiently formed to bridge the gap between wire and felt. After the press roll the paper has a reduced water content of 50%.
The paper then passes onto the drying section where it snakes through the drying cylinders which are heated to 100-110 centigrade. This arrangement allows both sides of the paper to dry evenly.
The paper passes between calendar rolls which can be adjusted to alter the paper's finished surface, as per the needs of the customer.
Finally, the paper is reeled up at what is known as the dry end. The product is considered dry but still contains 7-8% water.
The reel is then transferred to a cutter or sheeter to be converted into sheets.
Collecting the waste - the old way!
In Henry Mayhew’s ground-breaking survey, ‘London and the London Street Poor’, of 1861, the street purchase of paper is described.
‘Men engaged in this business have not infrequently an apartment or a large closet or recess for the reception of their purchases of paper. They collect their paper street by street, calling upon every publisher, coffee-shop keeper, printer of publican, Attorneys offices and offices of public men eg. tax or rate collectors.’
The collection of waste paper became an income source for the poor. The rag and bone man developed into a trade to supply both waste paper and bone (for gelatine size) to the paper mills, using a horse drawn cart and ringing a bell to attract donations.






Production of paper drop-tanks at
Production of paper drop-tanks at
Paper: material value
World War 1 – The Paper-Makers and British Paper Trade Journal vol. 53, June 1917, defines waste as three types:
Mixed Office Waste / MOW
Sorted Office Waste / SOW
and Multi-Grade
Today we talk of mixed waste and good white. Now paper had a further role to play, in the wrappings and creation of products for wartime use. Paper could be used for the protection of explosives, or layered and glued to form strong, yet light casings.
'Waste paper for use in munitions was very great. Charger cases could be made of ‘old sweet-stuff boxes’ and an exploder tube could be made from half an envelope or a couple of tram tickets.'
World War 2 – Paper was a valuable commodity. It was used for shell, bomb and cartridge containers, gun fuses, some working parts of mines, dust covers for aero-engines, shipping containers, radio components and land mines!
There were appeals to save paper for the war effort. Selfridges of London held an exhibition organised by the WVS called ‘Paper Goes to War’ showing how paper was being converted into munitions. For most purposes, the ink did not matter and as it became evenly distributed, creating a grey tint.
*The Lancet, 25th April 1942, p509
The British Paper Company
In 1890 Cecil Sanguinetti had formed The British Paper Company at Frogmore Mill, to make new paper from waste paper. It is believed to be the first mill using solely paper waste as its resource which was provided by the mills along the River Gade including Frogmore itself.
Initial production was concentrated on laminating ‘middles’, an inexpensive, bulky product used as the middle of a laminated card. Much of the early output was sold to John Dickinson for making into postcards. Business later expanded into making ticket papers for the growing public transport market and many of the traditional multi-coloured bus, tram and cinema tickets came from Frogmore Mill. For most of the company’s life these two products have formed the mainstay of its output.

Today we would celebrate the reuse of waste paper but it wasn't always so, as former Director General, Robert Wallers tell us. He played a pivotal role in The British Paper Company between 1963 and 1999.
Using waste paper was not without its problems!




The Technical Bit!
Paper itself is easily recycled but complications arise which are caused by additions to the final product.
Removal of Ink
The majority of paper and board is used for print applications, the largest grade of paper to be deinked is newsprint. If not removed, ink will discolour any paper produced from it, creating a dull shade of grey.
There are 5 types of ink but the most widely used is oil based ink, therefore much deinking science is focussed on this ink type. When a well-known newspaper converted to water-based ink in the late 1980s, its waste newspapers had to be segregated as the deinking process was not suitable. It could only be used in recycling processes which did not require deinking, such as brown paper for cardboard boxes.
There are two types of de-inking process. Both start the same way! Initially, the paper to be recycled is mixed with water and some chemicals, that knock the ink from the fibre, going from fibre with ink to fibre and ink. This is known as grey stock in the paper industry.
Process 1 - Floatation deinking, where we put soap into the grey stock, then blow air through. The bubbles stick to the ink particles and carry them to the surface so that we can remove them easily.
Process 2 – Wash de-inking. Here we put the grey stock on a filter and wash it until all the tiny ink particles are washed away. This process uses huge amounts of water compared to the floatation process.
Many papers also contain lots of chalk and clay. These are brighter than fibres and so contribute to the brightness of the sheet. The wash process washes away all these particles, but the Floatation process leaves them in.
Coatings
Coatings are often used in the packaging of liquids and foodstuffs. They are vital for hygiene and to prevent leeching of the product into the paper or board.
Coatings are very complicated, they can be simple or they can be pigmented.
Simple coatings are there to change the nature of the sheet. For example, we may coat with starch to stop water penetrating into the surface of the sheet, we call this sizing. If you think about well known fruit pies in boxes, have you ever thought about why they do not dry out? That’s because the surface of the inside of the box is coated with a seaweed extract.
Pigmented coatings are only there to improve the printability of the surface. They are composed of two main components,
A pigment such as clay or chalk, to make it smooth Clay makes a shiny surface and chalk makes a matt surface
A binder such as starch or latex, to glue everything together. Starch is used on cheap things like weekly magazines. Latex is a man made rubber. It is used in expensive coatings for monthly magazines or food packaging.
Foreign Objects
When we collect paper for recycling there is always stuff there that is not fibre and should not be there. We have to remove it all before we can start to make a new piece of paper.
Contamination that is bigger than a fibre is removed with a special type of sieve called a pressure screen.
Contamination that is the same size as a fibre, but a different density, we remove with a device called a cleaner. This essentially spins things around. The less dense fibres get sucked into the centre and the more dense contamination gets thrown to the outside.
The contamination can be anything from car engines, concrete blocks, body parts and used disposable nappies, down to staples broken glass and mouldy food.



The Way Forward

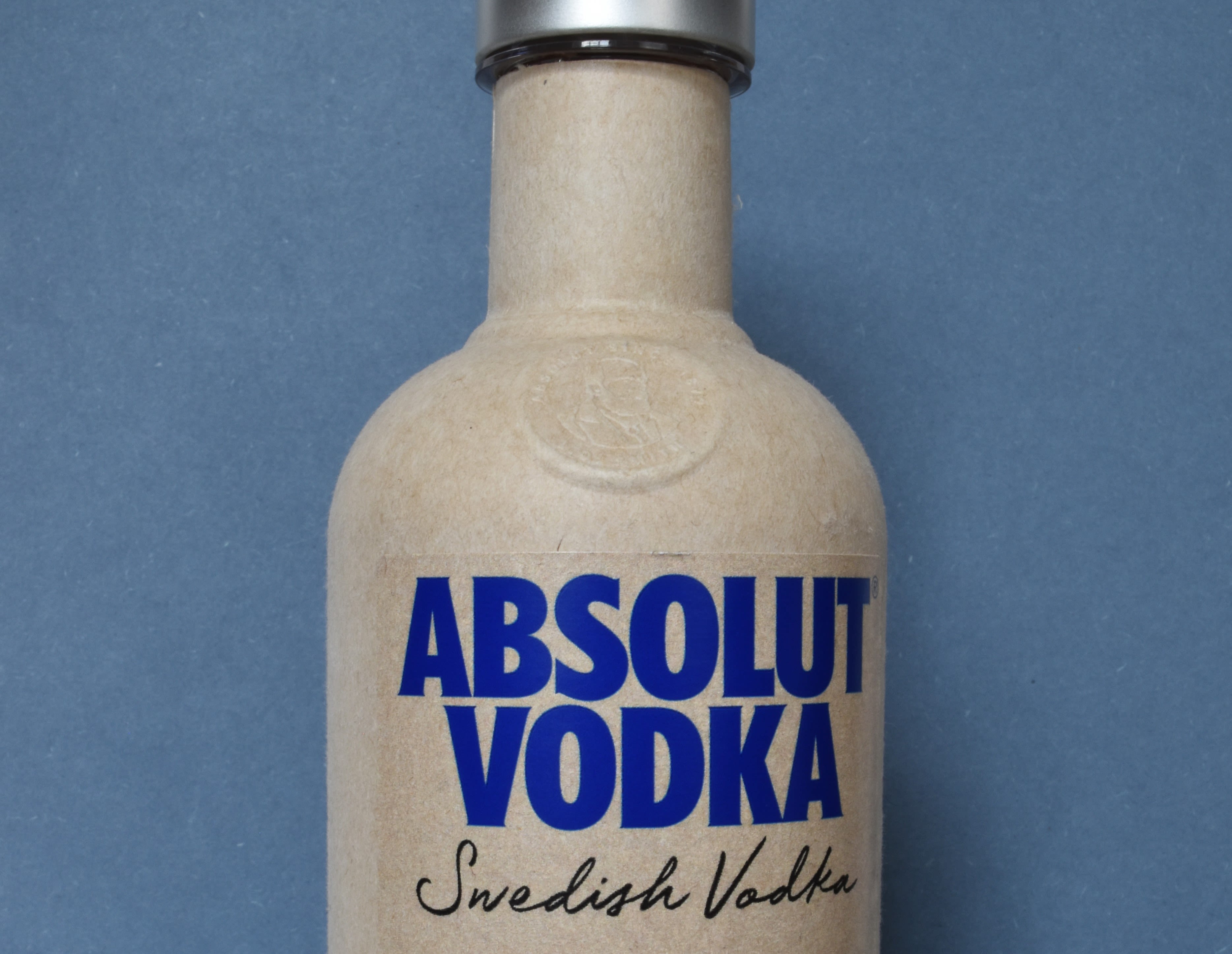
Paper bottle
Paper to hold liquid is not an obvious combination, but paper bottles are already emerging, such as this Absolut Vodka bottle made from 57% paper.

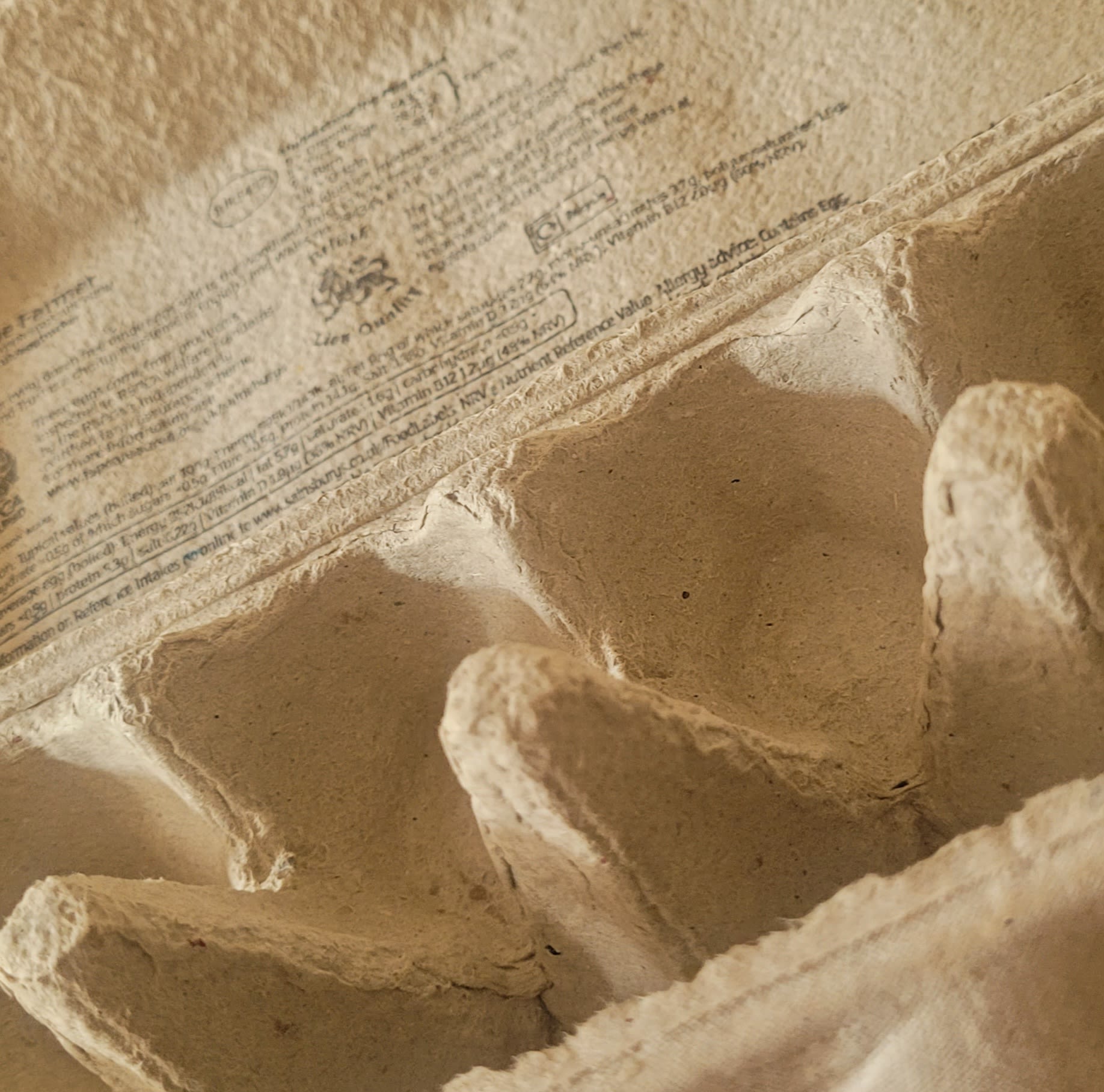
Moulded paper
Moulded paper is a huge growth area, no longer restricted to egg boxes. This versatile form of paper has much scope and is replacing large volumes of polystyrene and other plastics.

Storing DNA
Paper is still the best medium for storing DNA. It is both low cost and stable. Even a humble paper towel can bind DNA for 130 days. Chemically treated filter papers are used for longer term storage.

3D Printing
Paper can be used as feedstock material for 3D printing, offering a sustainable way to create complex shapes and structures.

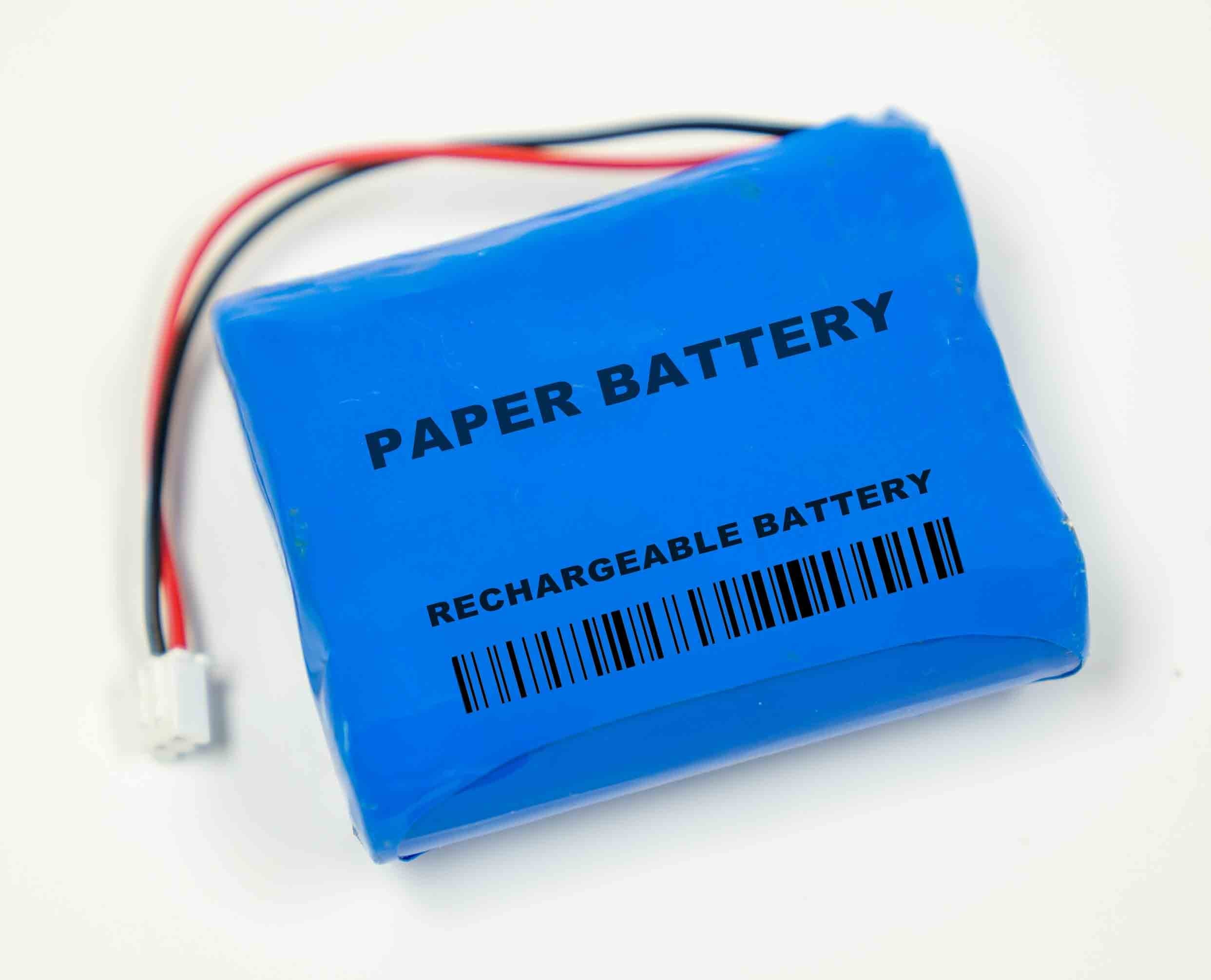
Batteries
Researchers are developing paper-based batteries that are flexible, biodegradable and potentially offer a sustainable alternative to traditional batteries.

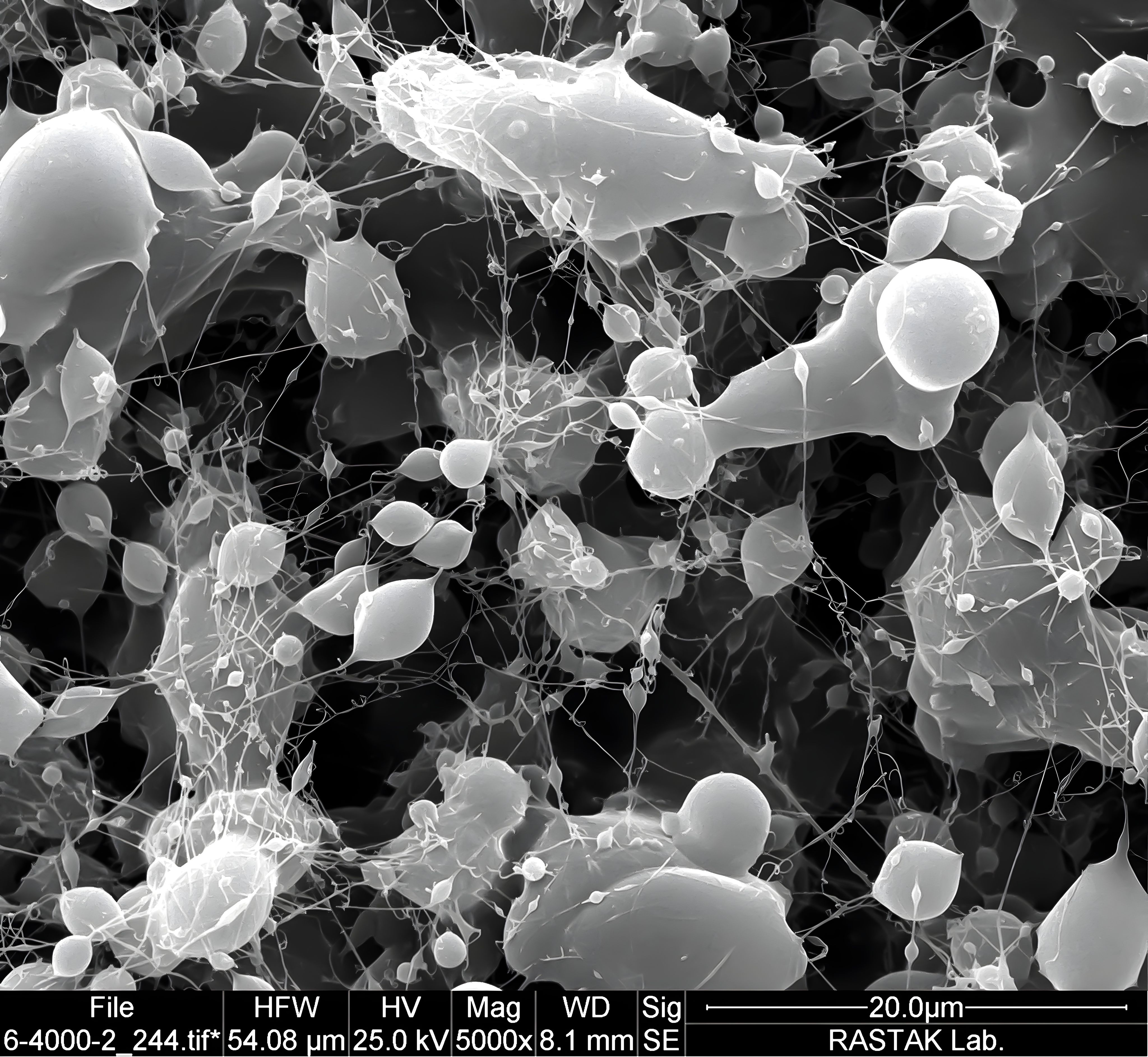
Nano Cellulose
Plant fibres are smashed up so as to be unrecognisable and the resultant nano cellulose is cause for great excitement in several countries. The material holds potential as a protective, anti-microbial film, see-through packaging and even intelligent packaging. Nano cellulose has gas and water barrier properties with potential for self healing. As a natural source polymer it is non toxic for food packaging . Nano cellulose can eventually replace materials currently reliant on fossil fuels, is from a renewable source and is biodegradable.
Paper has always had strong sustainable, renewable and recyclable credentials but after 2000 years, it is now proving its potential is even greater than we ever imagined.
with thanks to ...

Places of Science
The Apsley Paper Trail are grateful to The Royal Society for the funding of this project. The Places of Science Grant enables small museums to share scientific knowledge with local communities.
Their support has made this project possible!

Two Sides
Founded in 2008, Two Sides is a not-for-profit, global initiative. The Two Sides mission aims to dispel common environmental misconceptions, inspire and inform businesses and consumers around the world with engaging, fact-based information about the sustainability and attractiveness of print, paper and paper packaging.
Volunteers
This exhibition would not be possible without the services of the Michael Stanyon Archive, its staff and its volunteers, in particular Jenifer King who diligently researched through many articles on the topic of recycling. Her notes were invaluable.
Special thanks to...
Many thanks to Ian Bates, Partnership Director at Two Sides and Dr Steven Mann for up to date technological guidance.
Also to Robert Wallers, former Director General of The British Paper Company, for his first hand experience of running the first paper mill dedicated to using waste paper to make new paper.
Birthplace of paper's industrial revolution in 1803.